
TECHNOLOGIE
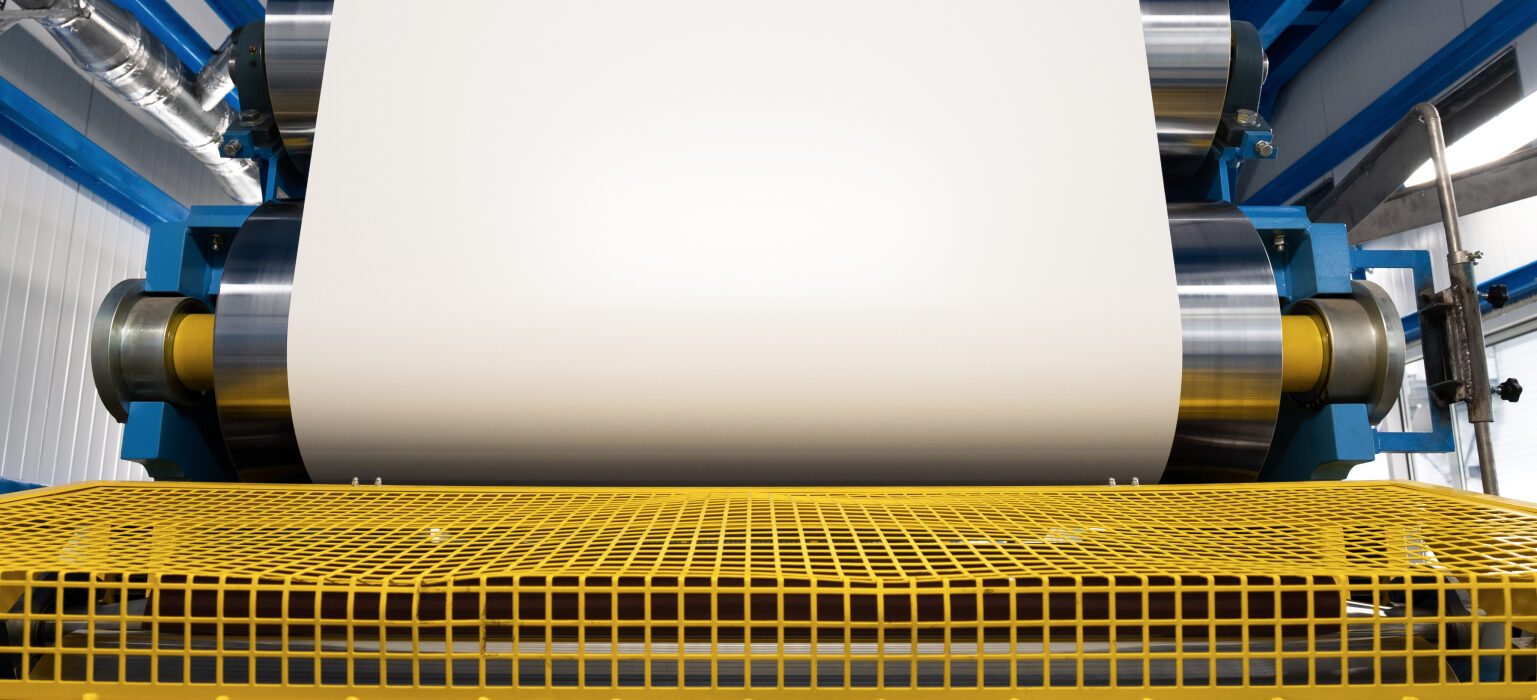
Taśma produkcyjna farby
- Prędkość taśmy to 40 m/min
- Minimalna prędkość to 15 m/min
- Maksymalna waga kręgu to 10 ton
- średnica wewnętrzna – 508; 610 mm
- Maksymalna średnica zewnętrzna to 1500 mm
- Minimalna grubość podkładki wynosi 0,14 mm
- Maksymalna grubość podkładki wynosi 0,8 mm
- Szerokość kręgu - 600-1250 mm
Schemat taśmy do malowania
Film o taśmie
TECHNOLOGIE
Proces produkcyjny
- Wypełnianie taśmy materiałem źródłowym
- Przygotowanie powierzchni
- Pasywacja
- Nakładanie gruntu na metal
- Suszenie blachy po nałożeniu gruntu
- Chłodzenie
- Nakładanie powłoki licowej
- Suszenie blachy
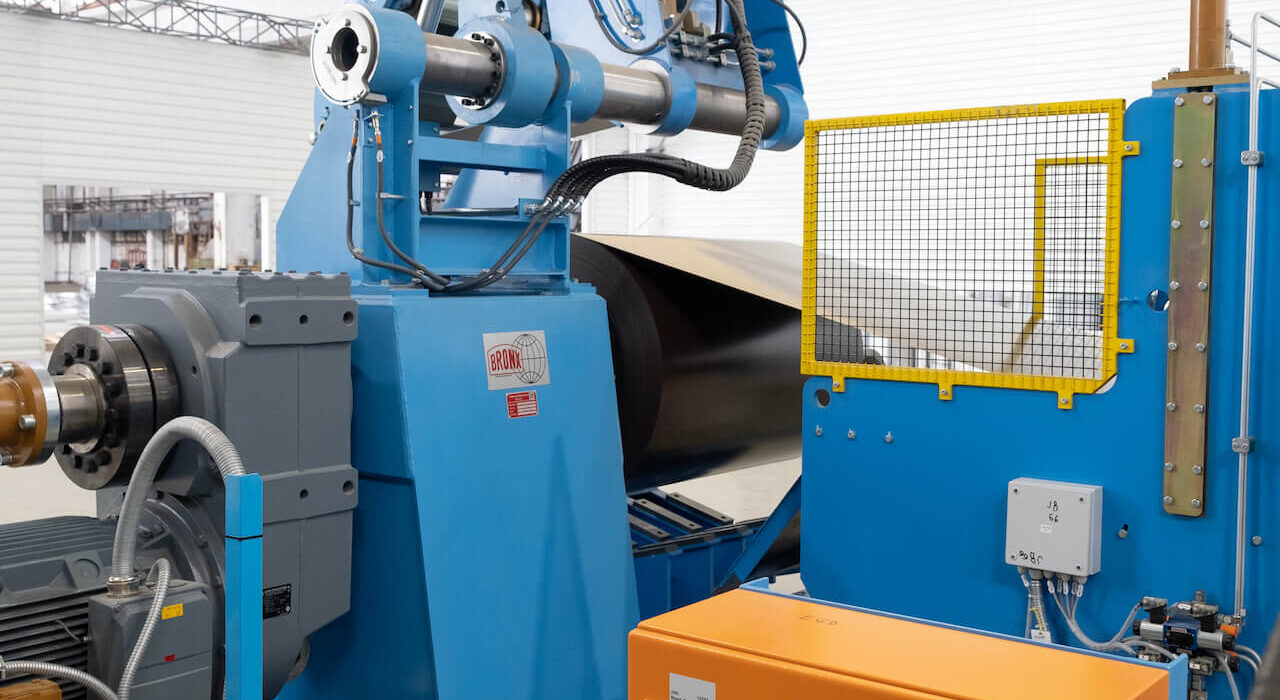
Wypełnianie taśmy materiałem źródłowym
Rolki metalu montowane są na specjalistycznych podporach za pomocą suwnicy pomostowej w ilości 2 szt. Następnie za pomocą wózków hydraulicznych z przekładnią rolki podawane są kolejno na odwijak, a następnie na drugi.

Przygotowanie powierzchni
Metal wchodzi do strefy wstępnego przygotowania powierzchni. Wstępna obróbka blachy odbywa się metodą mycia strumieniowego. Główne etapy wstępnej obróbki chemicznej blachy to:
- Odtłuszczająca kąpiel №1
- Wanna myjąca №1
Po strefie wstępnego przygotowania metal wchodzi do magazynu wejściowego, który jest przewidziany do ciągłej pracy taśmy.
Następnie pojawia się strefa przygotowania powierzchni metalowych. W tej strefie obróbka blach odbywa się metodą mycia strumieniowego.
Główne etapy chemicznej obróbki blachy to:
- Odtłuszczająca kąpiel №2
- Czyszczenie mechaniczne szczotkami
- Odtłuszczająca kąpiel №3
Kąpiel myjąca nr 2, nr 3 – z wodą demineralizowaną, przeznaczona do usuwania pozostałości roztworu odtłuszczającego z powierzchni metalu.
Pasywacja
Proces ma na celu nakładanie złożonej powłoki chemicznej na powierzchnię metalu metodą wałka w celu poprawy właściwości antykorozyjnych i przyczepności gruntu. Następnie nałożona powłoka chemiczna wysycha.
Nakładanie gruntu na metal
Obrobiony chemicznie metal trafia do komory lakierniczej, gdzie maszyna w kształcie litery S wyposażona w dwa dwuwalcowe agregaty malarskie nakłada grunt na obie strony blachy. Każda jednostka składa się z wałka, który pobiera farbę z palety i wałka, który nakłada farbę. Grunt nakłada się mokrą, cienką warstwą o grubości 15 mikronów (sucha warstwa – 6 mikronów).
Suszenie blachy po nałożeniu gruntu
Malowany metal wchodzi do trójstrefowego pieca na podczerwień, gdzie jest polimeryzowany za pomocą promieniowania podczerwonego. W każdej strefie utrzymywana jest określona temperatura za pomocą nowoczesnego systemu automatyki.
Szczytowa temperatura metalu zależy od rodzaju powłoki. Standardowa temperatura szczytowa wynosi 232 oС. Technologia pieca pozwala błyskawicznie rozpocząć proces malowania i suszenia bez straty czasu na rozgrzewanie pieca. Na przykład w technologii pieców gazowych nagrzewanie trwa około 45 minut.
Chłodzenie
Metal, który przeszedł przez piec IR, trafia do układu chłodzenia wodą i powietrzem, gdzie temperatura spada z 232 oС do 50 oС. Zbiornik wykonany ze stali nierdzewnej, stosowana jest woda demineralizowana.
Nakładanie powłoki licowej
Schłodzony metal dostaje się do komory malarskiej w celu nałożenia powłoki licowej. Barwienie odbywa się za pomocą maszyny barwiącej w kształcie litery U wyposażonej w dwie dwuwalcowe jednostki barwiące, co pozwala na przełączanie z jednego koloru na inny na powierzchni przedniej bez zatrzymywania taśmy, a także jednostkę barwiącą, która zapewnia kolorystyka odwrotnej powierzchni blachy. Standardowy poliester nakładany jest warstwą o grubości 45 µm (powłoka sucha – 20 µm).
Możliwe jest nakładanie innych rodzajów powłok o różnej grubości folii polimerowej, zarówno metodą dwuwalcową, jak i trzywalcową.
Suszenie blachy
Malowana blacha wchodzi do trójstrefowego pieca na podczerwień, podobnego do pieca do suszenia gruntu, w którym powłoka jest polimeryzowana za pomocą promieniowania podczerwonego.
Wyschnięta lakierowana blacha trafia do układu chłodzenia wodą i powietrzem, gdzie temperatura spada do 50 oС.
Schłodzona blacha wchodzi do wyjściowego magazynu, który jest przewidziany do ciągłej pracy taśmy, następnie odcinany jest początek i koniec walca oraz pobierane są próbki do badań.
Gotowa malowana blacha jest podawana na regały magazynowe za pomocą wózka hydraulicznego, a następnie przenoszona do strefy pakowania za pomocą suwnicy.
Rolka w taśmie jest napięta za pomocą urządzeń napinających (5 szt.).
Cała taśma wyposażona jest w nowoczesny zautomatyzowany system sterowania, który zapewnia stabilne parametry technologiczne na wszystkich odcinkach linii produkcyjnej.
JAKOŚĆ
Własne
laboratorium
Pierwsze niezależne certyfikowane laboratorium na Ukrainie zostało założone w celu badania jakości metalu i jego powlekania oraz standaryzacji produktów.
КKażdy z naszych klientów może otrzymać certyfikat jakości na zakupione u nas produkty, a także przeprowadzić niezależne badanie materiałów innych dostawców.

PRODUKCJA
Galeria







PRODUKCJA
Wycieczka na produkcję
Przekonaj się o naszych wysokich standardach, odwiedzając naszą produkcję i obserwując cały proces powstawania naszych produktów.
Autoryzowany przedstawiciel w Europie
DAN-STEEL SP. Z O. O.
ul. Fabryczna 45
43-100 Tychy, Polska
+48 514 656 655
Produkcja i magazyn
“Heavy Metal”, 55210,
Pierwomajsk, ul. Korabelna, 50/3